Производственная линия цинкования представляет собой полный комплект оборудования для горячего цинкования слоя покрытия из цинкового сплава с обеих сторон рулона стали.Он состоит из отделочной машины, машины для правки натяжения, смазочной машины, стригальной машины, намоточной машины и другого оборудования.
Основной технологический поток оцинкованного листа
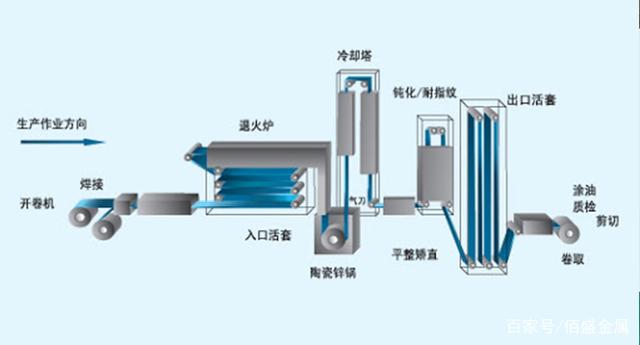
Намотка → двойное разматывание → режущая головка и хвостовая часть → сварка → щелочная очистка → первичная очистка щеткой → электролитическая очистка → вторичная очистка → ополаскивание горячей водой → сушка горячим воздухом → входной петлитель → непрерывный отжиг → горячее цинкование (цинковая керамическая ванночка) → воздух продувка ножом (введено) → → воздушное охлаждение после нанесения покрытия → закалка в воде → правильная машина (зарезервировано) → правильное растягивающее устройство → пассивация (зарезервировано для защиты от отпечатков пальцев) → выходной петлитель → промасливание → резка → намотка → разматывание → взвешивание → упаковка
Функция каждой секции линии цинкования
Участок очистки: Удалите смазки для холодной прокатки и железный порошок с поверхности полосы.Очистка перед входным петлителем способствует стабильному отслеживанию ленты внутри входного петлителя, избегая при этом вмятин и царапин.
Секция входного петлителя: Обеспечивает вертикальный петлитель эффективной длины, когда сварка останавливается на входе, обеспечивая непрерывную работу производственной линии.
Печное отделение: вертикальная печь непрерывного отжига, выходящая на заданный цикл отжига.
Участок цинкования: полоса погружается в ванну с расплавленным цинком для цинкования.
Секции строгального станка и натяжно-правильного станка: улучшенная производительность.
Секция последующей обработки (пассивация): тандемная двухвалковая установка для нанесения покрытий с печью и охлаждением для нанесения растворов хромата, устойчивых к белой ржавчине и отпечаткам пальцев.
Секция выходного петлителя: Когда выходная секция перестает резать, устанавливается вертикальный петлитель эффективной длины, чтобы производственная линия работала непрерывно.
Время публикации: 08 августа 2022 г.